
����˿���и����
����ʱ�䣺2019-9-25 11:36:14
һ���߾��ȱջ��ŷ����и����
���ݺ������ػ�������˾���������ߵ�ר���豸һ������רҵ�������и�������������ң��ڵ�ӹ���ҵ��30���꼼�����飬�����и���ǽ����ʿ���������ձ��ķŵ缼����϶��ɡ�
ȫ�ŷ��ջ�����˿���и�����DZ���˾�����������˿�ṹ������������ģ�Ŀǰ�г��Ϻܶ೧�Ҿ���ԭ����˿������������һ������и�ܺ�ijɵ�����˿������������˿�ɿ��Ժ�ԭ����˿����û��ʲô�����ˡ� Ϊ�˸��õ��ÿͻ��˽Ȿ��˾����˿��������������˿����Ҫ�������г�����˾�������ã������ο���
|
�����ñ� |
||
|
1 |
�������� |
a. ����Ʒ���ͽṹ���ϰ岿����������HT250��֬ɰ���칤�գ��������ڲ���ǿ��ṹ���������λػ���������Ӧ����֤�˻����������е��ȶ��ԡ� b. ����̨����������������˿ʽ�ṹ��ī���������������������˺�����Ӳ������ĥ�ԣ��ܳ��ڱ�֤��ƽ�澫�ȡ� c. ���������ӽ�רҵ��ƣ�ӵ���������α���Ȩ�����ܴ�����Ч�˷�������Һ�ĸ�ʴ�ԡ� |
|
2 |
�������� |
a. X��Y��Z����˿���������ŵȼ�̨������ֱ�ߵ��죬C3������˫��ĸ˿�ˣ����»��ŷ�������Ͻ��ڸ����ǵ�������ϣ�ʹ���и�ȴ���˿���������˿ͻ����߾���Ҫ�� b. U��V�Ჿ��������������ֱ�ߵ�����װ�ñȴ�ͳV�͵���ʽ���и������˼����ȼ��ﵽ��UM���� c. Z�ᳬ�ֱ���������������һ���Եľ��������˿ͻ��IJ�ͬ�߶ȵIJ�Ʒ���ȡ� |
|
3 |
��˿���� |
a. ��������ͬһ������ߴ�ͳһ���ŵȱ�ʯ���֣�������У��ߴ�ͳһ����˫���Զ���˿������ʹ����˿�����ȶ�����֤�˹�������ƽ���ȡ� b. ��˿����������ֱ�ߵ��죬T����˫֧��˿�ˣ����Ͽɿ������ͣ�ʹ���ܳ��ڿɿ���ƽ�����С� |
|
4 |
���� |
����������Ʒ�Ƶ綯�ͱ�ʵ���������˶��������й��ͼ����˿ͻ�����ȱ�Ͳ����IJ���Ҫ�鷳�� |
|
5 |
����Һ���� |
����Ʒ������Ϊ˫����˫�û�����ˮ�䣬��Ч����������м��������˿������о��ʹ������Һ�ܳ���ѭ��ʹ�� |
|
6 |
���Ʋ��� |
����Ʒ����Ϊ��ƷҺ����ʾ����Ʒ�ƹ��ػ��������ڴ棬����ʽ���ƹ�AuToCAD��̲����������ò����߷�������ʹ�á��ܲ��ṩ��ͬ�������и������ |
�����������ֲ�����Ʒ�����ͽṹ��������˿�����ṹ��������˿���칤�գ�����̨��Y�����ƶ�ʱ�����������Ƴ��������֣��������˻����˶����ԣ�ȷ���˻�����ʱ����ȶ��ԡ�
X��Y�������ȫ���ڸ߾���ֱ�ߵ��켰ȫ���ڸ߾��ȹ���˿�ˣ����ձ����½����ŷ����ֱ��������ȷ����������ʹ�õĸ߾��ȣ��������ƶ�ʱ�Ĵ�����
1.1.�豸�������ƣ�
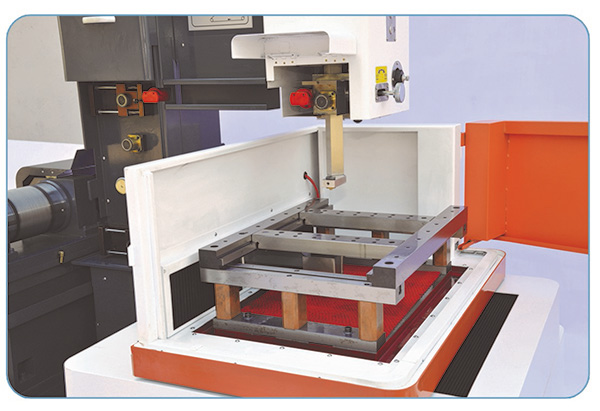
��˿ϵͳ��������˿����Ʒ�������ʹ��˿���Զ�������ʹ������ȵĿ��������ӹ����棬��ֹ��˿�ٴζ������������и�����ߺۣ��������˼ӹ�����ľ��ȼ��ֲڶȡ�
��˿ϵͳ����˫���Զ���˿װ�ã�ʵʱ����˿���н�˿���ơ�������˼ӹ�������������˿�ɽ�������ɵļӹ�ƽ��IJ�ƽ����ƽ�澫�ȡ�
��˿ϵͳ�������ƶ�λ��ʯ���֣���λ��ˮ�塣�ٴθ������Զ���ԭ�㣬���ļ����˸�����������Ѷȣ������˹��ͻ���ʹ�á�

˿Ͳ�������ȫ����ֱ�ߵ��죬���ز��ý��ڿ��أ�ȷ��˿Ͳ�ߡ��������е�ƽ�ȶȡ��߾��ȼ����ڵĿɿ��ԡ�

��˿�ṹˮ���������������ѡ������
Renishaw���������ȷ��ÿһ̨�����豸�ľ��ȡ� ��������ÿһ�������ľ��ȡ�
1.2���߾���ȫ�����ŷ����и��������˵��
�߾��Ȼ���������ϵͳ��
1����������������֬ɰ����λػ�����������Ӧ�������ֻ������ȳ��ڲ��䡣
2��˫���������˿�ṹ����ʱ��ӹ������˹���˿���Ӷ�ʹ�ӹ������ľ��Ⱥͱ��������õ���ǿ�����ı�֤��
3��˿Ͳ�˶���в���ȫ���ھ�����У�ʹ���������������ֲ������Ƹ߾��ȵ��֣�����ȫ������У�ʹ��������������ӡ�
�������˶�������
1. X��Y������ø߾��ȹ���˿�˼����ڹ���ֱ�ߵ��죬����ƽ�ȣ��ɳ�ʱ�䱣�ֻ����ľ��ȡ�
2�����������˶���о����ý�����У��Ӷ�ʹ�����ӹ����ȵĿɿ��ԣ������Ը��ߣ���֤�ͻ���Զ�����档
ˮ����ϵͳ��
����������˿ˮ�����װ�ã�ר����ˮ���и�Һ��������ϵͳ������ˮ�����ܸ��ѣ�ʹ������������Ϊ�ӹ���ĸ߾��ȼ��ֲڶȵ涨�˻�����
����ϵͳ��
һվʽ�Զ����й���װ�ã���ʹX��Y���죬˿�ˣ�˿Ͳ���켰˿�˾��ܵõ�����֤������ʹ��������
����������·����ϵͳ���ɽ�������ͻ��յ���ȷ�������ܱ���������
�߾��ȼ���һ�ı���ֲڶȣ�
Ϊȷ��ÿһ̨����˿�����ľ��ȣ�ȫ������Ӣ�������ܼ�������Ǽ���豸�Ķ�λ���Ⱥ��ظ���λ���ȡ���˿ϵͳ�����˸����õ��ּ���˿�죬�����IJ��֣�������˵�����˿����ʹ�ӹ�����ʵ���˾�һ�Ĵֲڶȡ�
�����ձ�����TFSK�����ص�Դװ�ò���
2.1.���ص�Դװ�õ����˼·�Ǹ����á��߿ɿ��ԡ����Զ����������Ѻõ��˻�����������
AutoCut���и���ϵͳ�����¼��AutoCutϵͳ���ǻ��� Windows XPƽ̨�����и���ϵͳ��AutoCutϵͳ��������windows�µ�ϵͳ������CAD�����Ϳ���������������PCI���ߵ�4���˶����ƿ��߿ɿ������ܽ����ŷ�����������塢0.5���Ƶ����塢ȡ������ɡ��û���CAD�������ݼӹ�ͼֽ���Ƽӹ�ͼ�Σ���CADͼ�ν������и�մ������������и�ӹ��Ķ�ά����ά���ݣ�����������ӹ����ڼӹ������У���ϵͳ�ܹ����ܿ��Ƽӹ��ٶȺͼӹ���������ɶԲ�ͬ�ӹ�Ҫ��ļӹ����ơ�������ͼ�η�ʽ���мӹ��ķ����������и������ڵ�CAD��CAMϵͳ���л���ϡ�
ϵͳ�����и��ٶ�����Ӧ���ơ��и����ʵʱ��ʾ���ӹ�Ԥ���ȷ���IJ������ܡ�ͬʱ�����ڸ��ֹ���(�ϵ硢�����ȵ�)�ṩ�����Ƶı�������ֹ�������ϡ�
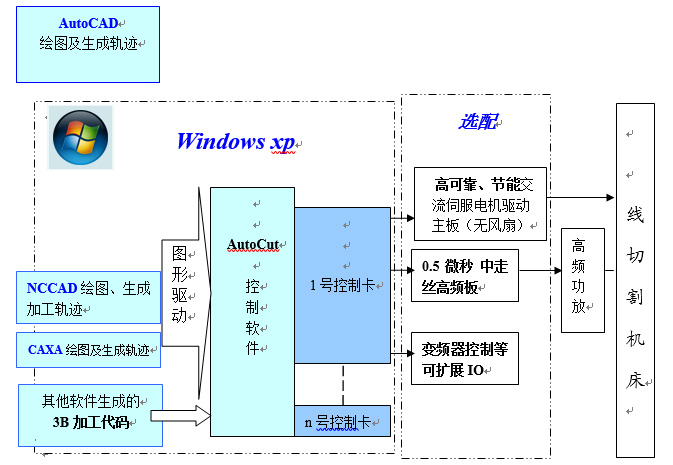
����ͼ��ʾ��AutoCutϵͳ��һ�����������и���������AutoCutϵͳ��AutoCutϵͳ����������PCI���ߵ��˶����ƿ����߿ɿ������ܲ����綯���������壨��ѡ����0.5������˿��Ƶ����塢ȡ���幹�ɡ�AutoCutϵͳ��������AutoCAD ���и�ģ�顢NCCAD (�������и�ģ��)��CAXA��AutoCut����Լ���������������
2.2.AutoCutϵͳ��Ҫ����
1��֧��ͼ�������Զ���̣��û�����Ӵ����룬ֻ��Ҫ�Լӹ�ͼ�����üӹ����գ���ɽ��мӹ���ͬʱ��֧�ֶ������и��������ɵ�3B���롢G ����ȼӹ����룻
2��������ֱ��Ƕ�뵽AutoCAD��CAXA�ȸ��汾�����У�
3�����ּӹ���ʽ�������ϼӹ������������Ρ����� �����˵ȼӹ���ʽ��
4��XYUV 4������û����������������Ϊ����ʮ�ġ��������ġ�����������ģʽ��
5��ʵʱ������и�ӹ�������X��Y��U��V����ӹ�״̬��
6���ӹ�Ԥ�����ӹ�����ʵʱ��ʾ���ȼӹ�ʱ�ɽ�����ά������ʾ���ɷŴ���С�ۿ�ͼ�Σ��ɴ�����ͼ������ͼ������ͼ�ȶ�ǶȽ��й۲�ӹ������
7���ɽ���һ���и�Ҳ�ɽ��ж���и����ӹ��ٶȺͼӹ����ȡ�
8�������û���ά���Ĺ��տ�ܣ�ʹ��μӹ���ü��ɿ���
9���ȹ����ļӹ������������������Ƽ��������Է���Ľ�������������ӹ���ʹ������ͼ�μӹ���ü���ȷ��
10����������4���˶����ƿ��������ȶ��ɿ���
11��֧�ֶ���й�����һ̨���Կ���ͬʱ���ƶ�̨���и������
12�������Զ��������ܣ��ڼӹ���ϻ����ʱ�Զ�����������ʱ������ã�
13��֧�������ʱ�������ڼӹ��켣�սǴ�������ʱ���Ը��Ƶ缫˿������ɵ�ƫ�
14��֧�ֳ�϶�������ܣ����ԶԻ�����˿�˳�϶�����в���������������ȣ�
15��֧���ݾಹ�����ܹ��Ի������ݾ������зֶβ�����
16��֧�����ּӹ�ģʽ����ͨ����˿ģʽ������˿����и�ӹ�ģʽ��
17���ϵ�ʱ�Զ�����ӹ�״̬���ϵ�ָ��ӹ�����·�Զ����˵ȹ��ϴ�����
18���ӹ������Զ��رջ�����Դ��
19�������С�Ӣ�������������л���Ϊ��Ʒ���ڴ������������Ի�����
20���ӹ�ʱ����ʱ��ѯӢ������λ�ã������Ӣ�ƹ��ң����������Ļ������⡣
2.3.AutoCutϵͳ��Ҫ�ص�
1������ͼ�����������������˹��˵��Ͷ�ǿ�ȣ�����˹��˵Ĺ���Ч�ʣ���С�����������
2������ Windows XP�ȸ��汾�û�������ʹ�ü���ѧ���
3��ֱ��Ƕ�뵽AutoCAD��NCCAD��CAXA�ȸ��汾�����У�ʵ����CAD/CAMһ�廯�����������и�ɼӹ�����
4���ȹ����ļӹ������������������Ƽ�������ά��Ƽӹ��켣�����Ե��ְ뾶���缫˿ֱ�������߷ŵ��϶�Լ����ȵ���Բ�����в������������ȼӹ���������
5���ö���м�����һ̨���Կ���ͬʱ���ƶ�̨���и������
6���ɽ�������и��������û���ά���Ĺ��տ�ܣ����ܿ��Ƽӹ��ٶȺͼӹ�����������߱�����Ⱥͳߴ羫�ȣ�ʹ��μӹ���ü��ɿ���
7���������Գ�����1�����ϣ��ļӹ��������Ż���ʹ������ȶ����ɿ���
8���������������Ϊ�˷���ͻ�һ�˶��������ͼֽ���롢�������豸��ʵ����������
�����豸��������
|
�������� |
�������� |
�豸�ͺ� |
��λ |
HJ500 |
|
�����ߴ�(����������) |
mm |
1850*1400*1800 |
||
|
����̨�ߴ磨�������� |
mm |
1000*750 |
||
|
����̨�г� |
mm |
630*500 |
||
|
�����г̣��綯�ɵ��� |
mm |
250 |
||
|
�缫˿ֱ�� |
mm |
��0.12-��0.25 |
||
|
��������/������� |
|
��3��/80 |
||
|
�豸������ |
kg |
2750 |
||
|
����̨������ |
kg |
800 |
||
|
����Һ |
�� |
ר�� |
||
|
�ӹ����� |
˿Ͳ��˿�ٶ� |
�� |
��Ƶ���� |
|
|
����������� |
um |
1 |
||
|
����и��ٶ� |
|
��180mm2�Mmin |
||
|
�ӹ���Դ���� |
A |
0��20 |
||
|
���ӹ����� |
A |
7 |
||
|
��ѱ���ֲڶ� |
um |
Ra��1.0 |
||
|
�൶�и�� |
mm |
ֱ�ߡܡ�0.0035 |
||
|
��������϶���������֮�� |
�� |
2��15 |
||
|
�ӹ���Դ���ص�ѹ |
V |
100 |
||
|
������ |
KW |
��2.0 |
||
|
�����͵���Ҫ�� |
���� |
�� |
380V��10% / 50/60Hz / 2kVA |
|
|
�¶� |
�� |
�¶�15-30�� / ʪ��40-80% |
||
|
��ѹ |
kpa |
86-106kpa |
�ģ��豸��Ҫ����
|
���� |
��� |
������ |
˵���� |
������ |
|
�������� |
1 |
���� |
������֬ɰ���� |
�㽭 |
|
2 |
�أ�����˿�� |
���ܹ���˿�� |
����/��̩ |
|
|
3 |
X�ᡢY�ᵼ�� |
����ֱ�ߵ��� |
����/��̩ |
|
|
4 |
ע�ͱ� |
�����Զ� |
�㽭/���� |
|
|
5 |
���� |
�Ӻ�ʯ���ֻ����Ƶ��� |
���� |
|
|
6 |
�챦ʯ��˿�� |
ר����Ʒ |
���� |
|
|
7 |
���� |
ŷķ�� |
�ձ� |
|
|
8 |
����ϵͳ |
��˿���˷�ʽ |
���� |
|
|
��Դ���� |
9 |
��Դ���ƹ� |
�����ܿ��Ƶ�Դ |
���� |
|
10 |
��ҵ��ʾ�� |
������ |
���� |
|
|
11 |
�����ŷ���� |
���� |
�ձ� |
|
|
12 |
�����ŷ���������� |
���� |
�ձ� |
|
|
13 |
��Ƶ�� |
ʿ�� |
̨�� |
|
|
14 |
�̵��� |
ŷķ�� |
�ձ� |
|
|
15 |
�Ӵ��� |
ʩ�͵� |
���� |
|
|
16 |
����ϵͳ |
AUTO CUT CAD |
���� |
|
|
17 |
��ҵ���Ƽ���� |
˫��2.0G���ڴ�4G����̬Ӳ��64G,15��Һ���� |
���� |
1�p�����߶ȣ����ݳ���ʵ�ʸ߶�ȷ�������ʽ��
2�p����ʪ�ȣ����ʪ��75%����,��ʱ�������ʪ��95%��
3�p��Դ�� 3��AC380V��10%��Ƶ��50��1HZ������������3KVA ��
4�p���졢˿�����ͣ�L-HG32Һѹ������ ��
5�p�����¶ȣ�5��40�� ����¶ȱ䶯 1.1��/�֣�
|
��� |
�� �� |
���� |
��λ |
�� ע |
|
1 |
��������˿���� |
1 |
̨ |
|
|
2 |
���ؿ��Ƶ�� |
1 |
̨ |
|
|
3 |
����ˮ�� |
1 |
̨ |
|
|
4 |
װ�似���ļ� |
1 |
�� |
|
|
5 |
������ |
1 |
�� |
|
|
��� |
�� �� |
���� |
�� ע |
|
1 |
�ϸ�֤���� |
1�� |
|
|
2 |
װ�䵥 |
1�� |
���� |
|
3 |
ʹ��˵���� |
2�� |
|
�ˡ��������ۺ�����ŵ
1.��Ʒ������ŵ
l ����˾��֤�����IJ�Ʒ��ȫ�¡�δ��ʹ�õģ���֤��Ʒ���ʡ����ܿɿ���
l ��Ʒ���跽ʹ�ù����У��������������⣬�ڽӵ��跽֪ͨ��2Сʱ��������48Сʱ�ڵ����ֳ�ά�ޣ����������ϲ��ų�ά����Ա�������ֳ���
l ����˾�ڲ�Ʒ�ʱ����ڷ������������ϣ��������ṩ��������������ҷ�����������������
l ���ʱ��������������������⣬�ҷ��ṩ�ܵ��ļ�����ѯ���������跽��Ҫ���ֳ����м��������������죬���ʷ���
2.�û���ѵ��ŵ
l ����˾���Ϊ�跽��ѵ������ά����Ա����ѵ����Ϊ�ֳ���ѵ�͵��ҷ���˾��ѵ���ַ�����
3.��װ�����շ����ŵ
l �跽�������豸������7���ڣ����豸��װ��λ��֪ͨ�������е��Լ����ա�����7�죬����������豸ʵ�ʵ���֮������㡣
l �豸�������跽Ӧ����������¹�����
A. ѡ�û����İ�װλ�ã������豸��װ��λ����дֵ�����
B. ������ԱӦԤ����Ϥ���Я���ġ��������ϡ���������ȷ�������豸��
C. ���ð�װ�����Լ����չ�����ʹ�õ��йع�����ߺ������ù�����
l �豸����ǰ�������ϸ�ļ��顣��ˣ��跽�ڶ��豸��������ʱ��Ӧ������ṩ�ġ���Ʒ�ϸ�֤���顷�е��йؼ�������г�죬���ʱ���ò���豸�������ĿӦͬ������Ա˫���̶���
l �豸����ʱ���蹤��������߾����跽�Ա����ҹ�˾���豸������ԱЯ����װ���Ե�ר�ù��ߡ�
